Fabricació de precisió i control de qualitat màxim: com les agulles de braquiteràpia ofereixen una protecció vital de nivell micron{0}}
May 02, 2026
En el domini del tractament de precisió de la radiooncologia, la braquiteràpia-una tècnica que col·loca fonts radioactives directament a l'àrea objectiu del tumor-s'ha convertit en un tractament vital per a diversos tumors sòlids, com ara els de pròstata, de coll uterí i de mama. Ofereix els avantatges d'una alta dosi de radiació i un dany mínim al teixit sa circumdant. El dispositiu crític que permet aquest lliurament precís és l'esvelt però indispensableagulla de braquiteràpia. No només serveix com a canal de lliurament de fonts radioactives, sinó també com a sistema de coordenades espacials per a la distribució de dosis. Fins i tot una desviació d'escala-micra en el seu rendiment pot provocar errors significatius en els resultats del tractament. Per tant, el seu procés de fabricació està lluny del treball del metall normal; és un repte extrem integrar l'enginyeria mecànica d'ultra-precisió, la ciència dels materials i una gestió de qualitat estricta. Un fabricant qualificat ha d'incorporar els principis deprecisió, fiabilitat i seguretaten tots els-detalls a escala nanomètrica-des de les matèries primeres fins als productes acabats.
I. El punt de partida de l'enginyeria de nivell-micron: formació de cos de precisió de l'agulla
La fabricació comença amb tubs d'acer inoxidable o d'aliatge de titani de grau-medicinal que compleixen estàndards com araASTM F138/F139. Abans de l'emmagatzematge, aquestes matèries primeres es sotmetenanàlisi espectral, proves de rendiment mecànic i verificació de biocompatibilitatper garantir la puresa i la consistència. En una sala neta de classe 10.000 amb temperatura i humitat constants, les màquines-eina de precisió CNC de diversos eixos -executen el primer procés bàsic:tall i conformat{0}}de longitud fixa.
El tub es talla a les longituds-especificades o estàndard del client (mides habituals: 150 mm, 200 mm, 250 mm), amb toleràncies de longitud controlades dins de±0,05 mm. Posteriorment, formen encapçalament en fred de precisió o tornejat CNC aLuer Locko una altra interfície dedicada en un extrem del tub per a la connexió amb aplicadors de màquines de tractament de postcàrrega o dispositius de fixació. La precisió de mecanitzat d'aquesta interfície és fonamental: ha de garantir unconnexió absolutament segura i a prova{0}}de fuitesamb equip de tractament, suportar múltiples insercions/extraccions sense deformacions. Fins i tot un afluixament menor pot provocar desviacions en el camí de lliurament de la font radioactiva.
II. Geometria de la punta de l'agulla: la base física de l'art de la puntuació
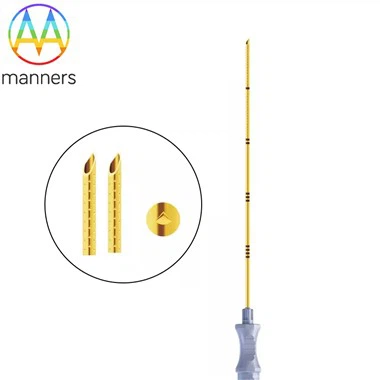
La punta de l'agulla és el teixit penetrant "pioner"; la seva geometria determina directament la resistència a la punxada, la precisió de la trajectòria i el grau de dany al teixit circumdant. Els fabricants solen oferir tres dissenys principals-Bisell simple, bisell doble i Mitsubishi (bisell triple)-cadascun optimitzat per a escenaris clínics específics.
Punta de bisell únic: Un disseny clàssic. Força asimètrica durant les causes de punxadalleugera deflexió controlable, que els metges experimentats poden utilitzar per fer ajustaments fins. El bisell crea un "punt d'eco" diferent sota ultrasons o TC, ajudant a la localització intraoperatòria.
Punta de doble bisell: Un disseny simètric de "punta de llança" que ofereix atrajectòria de punció més recta. Ideal per a puncions de teixit profund que requereixen una inserció vertical precisa (p. ex., biòpsia transperineal de pròstata), garanteix la precisió geomètrica per a la col·locació de múltiples agulles-paral·leles-crítiques per a la planificació de la dosi.
Punta Mitsubishi (Triple Bevel).: Disposa de tres vores de tall simètriques. Durant la inserció rotacional, aixòtalla en lloc de compactar el teixit dens(p. ex., teixit mamari fibròtic o certs tumors), reduint significativament la resistència a la punció. Millora les taxes d'èxit del primer-pass, minimitza el desplaçament del teixit i garanteix l'alineació amb les posicions planificades preoperatòriament.
Depèn de la formació de la punta de l'agullatecnologia de mòlta d'ultra{0}}precisió. Les moles de diamant o de nitrur de bor cúbic (CBN), sota control informàtic, esmenen bisells per dissenyar angles amb precisió de pas a escala de micres-. Les mètriques de qualitat bàsiques inclouennitidesa d'avantguarda(força de penetració per sota d'un llindar especificat) iacabat superficial(mirall-com per electropolit). Una punta de l'agulla perfecta equilibra la rigidesa amb una força de penetració mínima per a l'entrada de teixit suau, obrint el camí per a la col·locació precisa de la font radioactiva.
III. Precisió i permeabilitat del lumen: la "autopista" per a fonts radioactives
Les agulles de braquiteràpia són buides; els seus lúmens serveixen com a canals perquè les fonts radioactives (per exemple, les llavors d'Ir-192) viatgen d'anada i tornada.Precisió dimensional del diàmetre interiorisuavitat de la paret interiorafecta directament la fluïdesa del moviment de la font i la repetibilitat del posicionament. Les toleràncies del diàmetre interior normalment es controlen dins±0,02 mm, s'aconsegueix mitjançant processos de dibuix de precisió o rectificat.
La paret interior se sotmet a un electropolit o un polit mecànic{0}}d'alt grau per aconseguir unacabat ultra-suau (Ra < 0,2 μm). Això minimitza la resistència a la fricció durant el moviment de la font, evitant embussos o errors de posició causats per la fricció. També redueix l'adsorció i el material radioactiu residual a la paret del lumen.
IV. Marques de calibratge precises: escales espacials per a la profunditat del tractament
Els cossos de les agulles estan gravats amb marques clares de profunditat (per exemple, cada 5 mm o 10 mm). Aquestes no són simples impressions peròmarques permanentsmitjançant gravat làser o gravat de precisió. La precisió del marcatge s'ha d'alinear estrictament amb la longitud real de l'agulla, amb errors a laNivell ±0,1 mm.
Sota la guia d'ecografia o TC{0}}en temps real, els metges confien en aquestes marques per controlar amb precisió la profunditat d'inserció, assegurant que la punta de l'agulla arribi alVolum objectiu de planificació (PTV). Les marques poc clares o inexactes causen directament desviacions de distribució de la dosi, posant en perill la seguretat i l'eficàcia del tractament.
V. Sistema de control de qualitat estricte durant tot el cicle de vida
PerDispositius mèdics d'alt risc-classe IIIdissenyada per transportar materials radioactius, la qualitat no és un pas d'inspecció final sinó un principi bàsic integrat en cada etapa de producció. Compliment deISO 13485 (Sistema de gestió de la qualitat dels dispositius mèdics)iISO 9001 (Sistema de gestió de la qualitat)és un requisit fonamental per als fabricants. Això significa que tot el procés-des del disseny, l'adquisició, la producció i la inspecció fins al-servei postvenda-ha de funcionar amb una gestió documentada, traçable i en millora contínua.
Control de qualitat entrant (IQC): inspecció-per-per lot de totes les matèries primeres (tubs, pellets de plàstic), verificació de certificacions de materials i informes de biocompatibilitat.
-Control de qualitat del procés (IPQC): Punts de control d'inspecció després de cada procés crític. Per exemple, els projectors òptics verifiquen l'angle de la punta i la nitidesa post-molt; l'acabat de la superfície es revisa després del-polit; la precisió de la posició de marcatge està validada després del-gravat.
Control de qualitat final (FQC) i inspecció completa al 100%.: Cada agulla de braquiteràpia es sotmet a proves exhaustives rigoroses abans del llançament:
Inspecció dimensional: sistemes de mesura de vídeo d'alta-precisió, micròmetres, etc., verifiquen el diàmetre exterior/interior, la longitud, l'espaiat de marcatge, les dimensions de la interfície i altres paràmetres crítics.
Proves funcionals i de rendiment:
Prova de permeabilitat: Les barres font simulades o els calibres estàndard de diàmetres especificats verifiquen els lúmens sense obstruccions.
Prova de Força de Punció: la força de penetració màxima es mesura en materials-que imiten el teixit (p. ex., gelatina de concentració-específica) per confirmar la nitidesa.
Prova de seguretat de connexió: verifica la força de la connexió i l'estanquitat entre els connectors Luer i les interfícies estàndard.
Prova de rigidesa: Mesura la deflexió sota càrregues de flexió especificades per assegurar-se que no hi ha una flexió excessiva durant la penetració del teixit.
Proves de biocompatibilitat i esterilitat: Es realitza per lot per garantir el complimentISO 10993estàndards. Després de l'esterilització mitjançant òxid d'etilè (EO) o irradiació gamma, els productes es sotmeten a proves d'esterilitat i anàlisi de residus d'EO.
Control d'embalatge i etiquetatge: Els productes acabats estan segellats en bosses estèrils amb propietats de barrera microbiana en un ambient net. L'embalatge es sotmet a proves de fuites i simulació de trànsit (vibració, caiguda, temperatura-cicle d'humitat) per mantenir l'esterilitat fins al part hospitalari. La informació de l'etiqueta (nom del producte, especificacions, número de lot/sèrie, esterilització/data de caducitat) ha de ser clara i precisa, per permetre la traçabilitat del cicle de vida-complet.
VI. Personalització: des de productes estàndard fins a solucions personalitzades
La braquiteràpia moderna destacaplans de tractament específics-del pacient. Els principals fabricants ofereixen no només productes estàndard, sinó també robustes capacitats de personalització. Els metges o físics mèdics poden proporcionar dibuixos 2D o models 3D basats en plans de tractament específics (p. ex., implantació de llavors de pròstata), personalització d'agulles amb longituds úniques, calibres (per exemple, 17G, 18G), tipus de punta o marques especialitzades (p. ex., marcadors de profunditat per a plantilles específiques). Aquesta capacitat de "crear-per-imprimir" garanteix que els dispositius coincideixen perfectament amb l'anatomia del pacient i els plans de tractament individuals, augmentant la precisió d'escultura de dosi a noves altures.
Conclusió
Una-agulla de braquiteràpia d'alta qualitat és el producte d'una tecnologia de fabricació de precisió i una filosofia de gestió de qualitat definitiva. Començant amb el control de matèries primeres a nivell de micres-, se sotmet a desenes de processos de precisió i centenars de proves estrictes abans de convertir-se en una eina precisa i-que salva vides en mans dels metges. A l'era de la radioteràpia de precisió, la recerca incansable de la precisió de fabricació és el major respecte per la vida i la salut dels pacients.